คู่มือพัฒนาระบบ MES (Building a Starter MES Guide)
Building MES | EP04 ข้อมูลที่ระบบ MES ต้องใช้ และ ความแตกต่างระหว่าง Data Tags, Events, และ Transactions ใน MES
ในระบบ Manufacturing Execution System (MES) การแยกความแตกต่างระหว่าง Data Tags, Events, และ Transactions เป็นสิ่งสำคัญเพื่อให้สามารถออกแบบระบบได้อย่างถูกต้องตามหลัก ISA-95 และ Unified Namespace (UNS) นี่คือคำอธิบายของแต่ละประเภท
1. Process Variables (Data Tags/Parameters)
- Industrial Term: Process Variables (PVs) หรือ Real-time Data Tags
- Definition: ข้อมูลที่ได้จาก Sensors, PLCs, SCADA, IoT Devices ซึ่งแสดงสถานะของเครื่องจักรหรือกระบวนการแบบ Real-time
- Examples:
- อุณหภูมิ (°C), ความดัน (bar), ความเร็ว (rpm)
- สถานะเครื่องจักร (RUNNING, IDLE, FAULT)
- การใช้พลังงาน (kWh)
- Usage in MES:
- ใช้ในการ Real-time Monitoring, Trending, Alarm Thresholds
- ข้อมูลมักจะถูกเก็บใน Historian Database เพื่อใช้ในการวิเคราะห์ย้อนหลัง
2. Discrete Events
- Industrial Term: Event Triggers หรือ State Transitions
- Definition: เหตุการณ์ที่เกิดขึ้นเมื่อมีการเปลี่ยนแปลงสถานะของเครื่องจักรหรือระบบ ซึ่งถูก Trigger โดย เงื่อนไขที่กำหนด
- Examples:
- เครื่องจักรเปลี่ยนสถานะจาก IDLE เป็น RUNNING
- Operator ทำการ Login เข้า HMI
- พาเลทเข้าสู่ Loading Zone
- Usage in MES:
- ใช้ในการ Machine State Tracking (OEE - Availability), Alarm, Notification
- บันทึกข้อมูลไว้ใน Event Table เพื่อใช้ในการวิเคราะห์และแจ้งเตือน
3. Production Transactions
- Industrial Term: Production Transactions หรือ Business Transactions
- Definition: ข้อมูลที่เกิดจากการทำงานของระบบและมีความเกี่ยวข้องกับ Business Process โดยมักจะเป็นข้อมูลที่มีการเชื่อมโยงระหว่าง OT และ IT เช่น MES ↔ ERP
- Examples:
- การผลิต Work Order เสร็จสมบูรณ์ (WO_123456 finished at 14:00)
- การใช้วัตถุดิบและ Lot Traceability (Batch_789 used 500kg)
- ผลการตรวจสอบคุณภาพที่บันทึกใน MES Database
- Usage in MES:
- ใช้ในการ Traceability, WIP Tracking, ERP Integration
- ข้อมูลจะถูกเก็บไว้ใน SQL-based MES Database เพื่อใช้ในงานด้าน Production Reporting และ Business Intelligence
![]()
Transaction Record
สรุป Industrial Terms ที่ใช้ใน MES
| Concept | Industrial Term | Usage |
|---|---|---|
| Data Tag | Process Variables (PVs), Real-time Tags | Sensor Data, Machine Status, Process Values |
| Events | Event Triggers, State Transitions | Machine State Changes, Alarms, Operator Actions |
| Transactions | Production Transactions, Business Transactions | Work Orders, Material Movements, Quality Records |
การใช้ ISA-95 Aligned Terms เหล่านี้จะช่วยให้ทีม OT, IT, และ Business เข้าใจตรงกัน และทำให้การออกแบบ MES Architecture มีมาตรฐาน รองรับการขยายระบบในอนาคต 🚀
MES Machine Standard States
| State Code | English | Thai |
|---|---|---|
| 0 | Stopped | เครื่องหยุด |
| 1 | Running | เครื่องเดิน |
| 2 | E-Stop | หยุดฉุกเฉิน |
| 3 | Blocked | เครื่องติดขัด |
| 4 | Starved | ขาดวัตถุดิบ |
| 5 | Changeover | เปลี่ยนไลน์ผลิต |
| 6 | Planned Downtime | ดาวน์ไทม์ตามแผน |
| 7 | Unplanned Downtime | ดาวน์ไทม์นอกแผน |
| 8 | User Defined | กำหนดโดยผู้ใช้ |
| 9 | User Defined | กำหนดโดยผู้ใช้ |
| 10 | User Defined | กำหนดโดยผู้ใช้ |
| 11 - 1000 | Machine States | สถานะเครื่องจักร |
| 1001 - 9999 | Business System States | สถานะระบบธุรกิจ |
| 10000 - x | User Defined | กำหนดโดยผู้ใช้ |
🔧 ข้อมูลที่จำเป็นสำหรับระบบ MES (Manufacturing Execution System)
ระบบ MES ของเราออกแบบให้ครอบคลุมทุกมิติของกระบวนการผลิต โดยแบ่งข้อมูลที่จำเป็นออกเป็น 3 ส่วนหลัก ได้แก่ Machine, People และ System เพื่อให้สามารถติดตาม วิเคราะห์ และปรับปรุงประสิทธิภาพการผลิตได้อย่างแม่นยำและอัตโนมัติ
🏭 Machine: ข้อมูลจากเครื่องจักร
ข้อมูลจากเครื่องจักรถูกใช้ในการวัดประสิทธิภาพ (OEE), ติดตามสถานะ และใช้ในกระบวนการวิเคราะห์ต่าง ๆ เช่น SPC หรือ Machine Learning
Production Parameters
- Infeed / Outfeed / Waste: จำนวนการผลิตเข้า-ออก และของเสีย
- State: สถานะของเครื่องจักร (เช่น Running, Stopped, Changeover)
- Downtime Reason: เหตุผลของการหยุดเครื่อง สามารถดึงจาก alarm หรือให้คนกรอกเอง
Machine Parameters (Optional)
- Machine Health Indicators: เช่น vibration, temperature, power consumption
- Process Parameters: เช่น speed, pressure, temperature ซึ่งสามารถนำไปใช้ใน SPC หรือ anomaly detection ได้
ตัวอย่างข้อมูลที่ได้จากเครื่องจักร
Production Parameters
- Infeed Count
- Outfeed Count
- Waste Count
- Machine State (เช่น Running, Stopped, Changeover)
- Downtime Reason (derived from alarms or manual)
Machine Parameters (Optional)
-
แบ่งได้เป็น 2 กลุ่ม:
- Machine Health: Vibration, Temperature, Power Consumption, etc.
- Process Variables: Speed, Pressure, Temperature, Thickness, etc. (ใช้กับ SPC / ML)
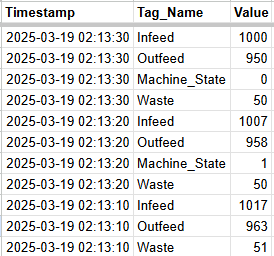
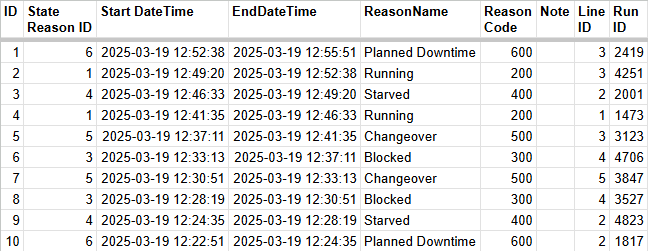
Events - Derived จากข้อมูลเครื่องจักร
- State Transition → StateHistory
- Count Transaction → CountHistory
- Waste → WasteHistory (หรือ Waste Transaction/Event)
👷♀️ People: ข้อมูลจากผู้ใช้งานหรือพนักงาน
มนุษย์ยังมีบทบาทสำคัญในการเพิ่ม “context” ให้กับข้อมูลที่เครื่องไม่สามารถรู้ได้ เช่น สาเหตุของ downtime หรือรายละเอียดของ waste
Contextual Labeling
- เพิ่มเหตุผลของ Downtime หรืออธิบายเหตุการณ์ที่ไม่สามารถ derived จาก machine alarm ได้
- เพิ่ม Waste Transaction เช่น จำนวนเศษวัสดุและสาเหตุที่เกิดขึ้น
Production Run Control
- พนักงานสามารถสั่ง Start/Stop production run หรือ setup time ได้จากระบบ
- สร้าง Work Order หรืออัปโหลดจาก ERP
- Schedule Work Order โดยระบบรองรับ 1 Work Order ไปยังหลาย Schedule ได้
กิจกรรมอื่น ๆ ที่เกี่ยวข้อง
- ลงชื่อเข้าใช้งานระบบ (Operator Log)
- เพิ่มหมายเหตุหรือเหตุผลกรณี override ระบบ
- บันทึก shift handover (Run Notes)
ตัวอย่างข้อมูลที่ได้จากคน
Contextual Labeling
- Add/Update Downtime Reason to DowntimeEvent (กรณี machine alarm ไม่มี)
- Add Waste Transaction → ช่วย label ว่า waste เกิดจากอะไร, ระบุจำนวน, เวลา, และ operator
Action Records
- StartProductionRun, StopProductionRun
- StartSetup, StopSetup
- CreateWorkOrder (manual หรือผ่าน ERP)
- ScheduleWorkOrder (1 WO to many schedules)
-
อื่น ๆ ที่ควรเพิ่ม:
- Operator login/logout log
- Operator override reason (กรณี force start/stop)
- Shift handover note (Run Notes)
🧩 System: จากคำสั่งผลิตสู่รอบการผลิตจริงในโรงงาน
ระบบ MES เชื่อมโยงคำสั่งผลิตจากระบบธุรกิจ เช่น ERP หรือ APS เข้าสู่โลกของการผลิตจริง โดยมีโครงสร้างที่ช่วยให้สามารถติดตาม วิเคราะห์ และควบคุมการผลิตได้อย่างเป็นระบบ
🗂 Work Order และ Scheduled Work Order
-
Work Order (คำสั่งผลิต)
คือคำสั่งจาก ERP/APS ที่ระบุให้ผลิตสินค้าประเภทหนึ่งตามจำนวนที่ต้องการ มักเกิดจากการรวมหลาย Sales Invoice เข้าด้วยกันภายใต้รหัสสินค้าเดียว เช่น สินค้า AAA รวม 200,000 ชิ้นจากลูกค้าหลายราย -
Scheduled Work Order (แผนการผลิต)
คือการแบ่ง Work Order ออกเป็นช่วงการผลิตรายวันหรือรายกะ เช่น- Day Shift: ผลิต 5,000 ชิ้น
- Night Shift: ผลิต 2,000 ชิ้น
- ส่วนที่เหลือจะถูกกระจายไปตามวันและเวลาอื่นในสัปดาห์
ในบางกรณี (โดยเฉพาะ APS แบบละเอียด) จะมีความสัมพันธ์แบบหนึ่งต่อหนึ่งระหว่าง Sales Order Item และ Work Order เนื่องจากแต่ละ Work Order จะระบุการผลิตสำหรับสินค้าเพียงชนิดเดียวเท่านั้น ซึ่งเหมาะกับระบบ Make-to-Order หรือการผลิตแบบเฉพาะเจาะจง
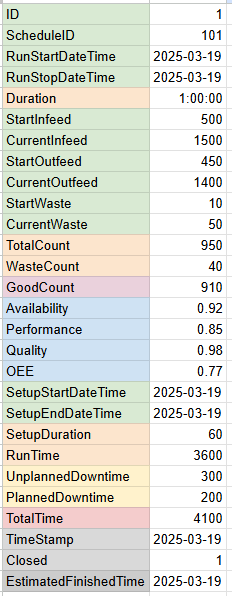
⚙️ เชื่อมโยงกับ “รอบการผลิต”
- เมื่อแผนการผลิตถูกส่งเข้า MES ระบบจะนำแผนนั้นมาใช้เป็นเป้าหมายในการควบคุม รอบการผลิต (Production Run)
- รอบการผลิต หมายถึงการผลิตจริงที่เกิดขึ้นในโรงงาน โดยมีเวลาเริ่ม-หยุด, จำนวนที่ผลิตได้จริง, ของเสีย และข้อมูลสถานะเครื่องจักรที่เกิดขึ้นระหว่างรอบนั้น
ในทางปฏิบัติ:
- หนึ่ง Scheduled Work Order อาจแตกออกเป็นหลายรอบการผลิต ถ้าเกิดเหตุการณ์ไม่คาดคิด เช่น เครื่องหยุด, เปลี่ยนกะ, หรือเปลี่ยนลำดับงาน
- การเปรียบเทียบระหว่าง แผน และ ข้อมูลจริง จากรอบการผลิต จะช่วยให้สามารถวิเคราะห์ปัญหา และปรับปรุงกระบวนการได้แม่นยำ
📊 MES ช่วยให้คุณ:
- มองเห็นความต่างระหว่างแผนและผลลัพธ์จริง
- ติดตามประสิทธิภาพรายรอบ
- ทำ Continuous Improvement ได้แบบมีข้อมูลรองรับ