
ในยุคที่ต้นทุนการผลิตพุ่งสูงขึ้น การทุ่มเงินซื้อเครื่องจักรใหม่ตัวละหลายล้านอาจไม่ใช่คำตอบแรกเสมอไป หลายบริษัทมองข้ามความจริงที่ว่า "เครื่องจักรตัวเดิมที่คุณมี อาจทำงานได้ไม่ถึงครึ่งของศักยภาพที่แท้จริง"
เครื่องมือที่จะช่วยเผยความจริงนี้คือ OEE (Overall Equipment Effectiveness) หรือประสิทธิผลโดยรวมของเครื่องจักร ซึ่งเป็นดัชนีชี้วัดระดับสากลที่จะเปลี่ยน "การคาดเดา" ให้เป็น "ข้อมูลตัวเลข" เพื่อดึงศักยภาพที่ซ่อนอยู่ (Hidden Capacity) ออกมาใช้ให้ถึงขีดสุด
OEE คืออะไร? ทำไมโรงงานยุคใหม่ต้องใช้
OEE ไม่ได้บอกแค่ว่าเครื่องจักรทำงานอยู่หรือไม่ แต่มันคือการวัด "ความสูญเสีย" ใน 3 มิติหลัก เพื่อให้เราเห็นภาพรวมว่าเครื่องจักรทำงานได้เต็มประสิทธิภาพเพียงใด โดยสูตรคำนวณคือ:
OEE = Availability \times Performance \times Quality
1. Availability (ความพร้อมของเครื่องจักร)
วัดว่าเครื่องจักรทำงานจริงเทียบกับเวลาที่วางแผนไว้เท่าไหร่ โดยหักลบเวลาที่เครื่องหยุด (Down Time) ไม่ว่าจะเป็นเครื่องเสีย หรือการรอคอยวัตถุดิบ
2. Performance (สมรรถนะการทำงาน)
วัดความเร็วในการเดินเครื่องจริงเทียบกับความเร็วออกแบบ (Design Speed) หากเครื่องเดินช้าลงเพราะความเก่าหรือการตั้งค่าที่ไม่เหมาะสม ตัวเลขนี้จะลดลง
3. Quality (คุณภาพของชิ้นงาน)
วัดอัตราส่วนชิ้นงานที่ดีเทียบกับจำนวนชิ้นงานทั้งหมดที่ผลิตได้ (Yield) ชิ้นงานเสียหรือการนำมาแก้ใหม่ (Rework) คือความสูญเสียที่ซ่อนอยู่
ค้นหาศักยภาพที่หายไปผ่าน "Six Big Losses"
การใช้ OEE จะช่วยให้คุณระบุ Six Big Losses หรือความสูญเสียหลัก 6 ประการที่กัดกินขีดความสามารถของเครื่องจักรเดิมของคุณ:
| มิติของ OEE | ความสูญเสียหลัก (Six Big Losses) | สาเหตุที่พบบ่อย |
| Availability | 1. Equipment Failure | เครื่องจักรเสียกะทันหัน, Breakdown |
| 2. Setup and Adjustments | การเปลี่ยนรุ่นสินค้า (Changeover) ที่ใช้เวลานาน | |
| Performance | 3. Idling and Minor Stoppages | เครื่องหยุดชะงักเล็กน้อย, เซนเซอร์สกปรก |
| 4. Reduced Speed | การเดินเครื่องช้ากว่ามาตรฐานเพื่อถนอมเครื่อง | |
| Quality | 5. Process Defects | ชิ้นงานเสียระหว่างการผลิตปกติ |
| 6. Reduced Yield | ของเสียที่เกิดในช่วงเริ่มเดินเครื่อง (Startup) |
3 ขั้นตอนดึง "Hidden Capacity" ออกมาใช้โดยไม่ต้องซื้อเครื่องใหม่
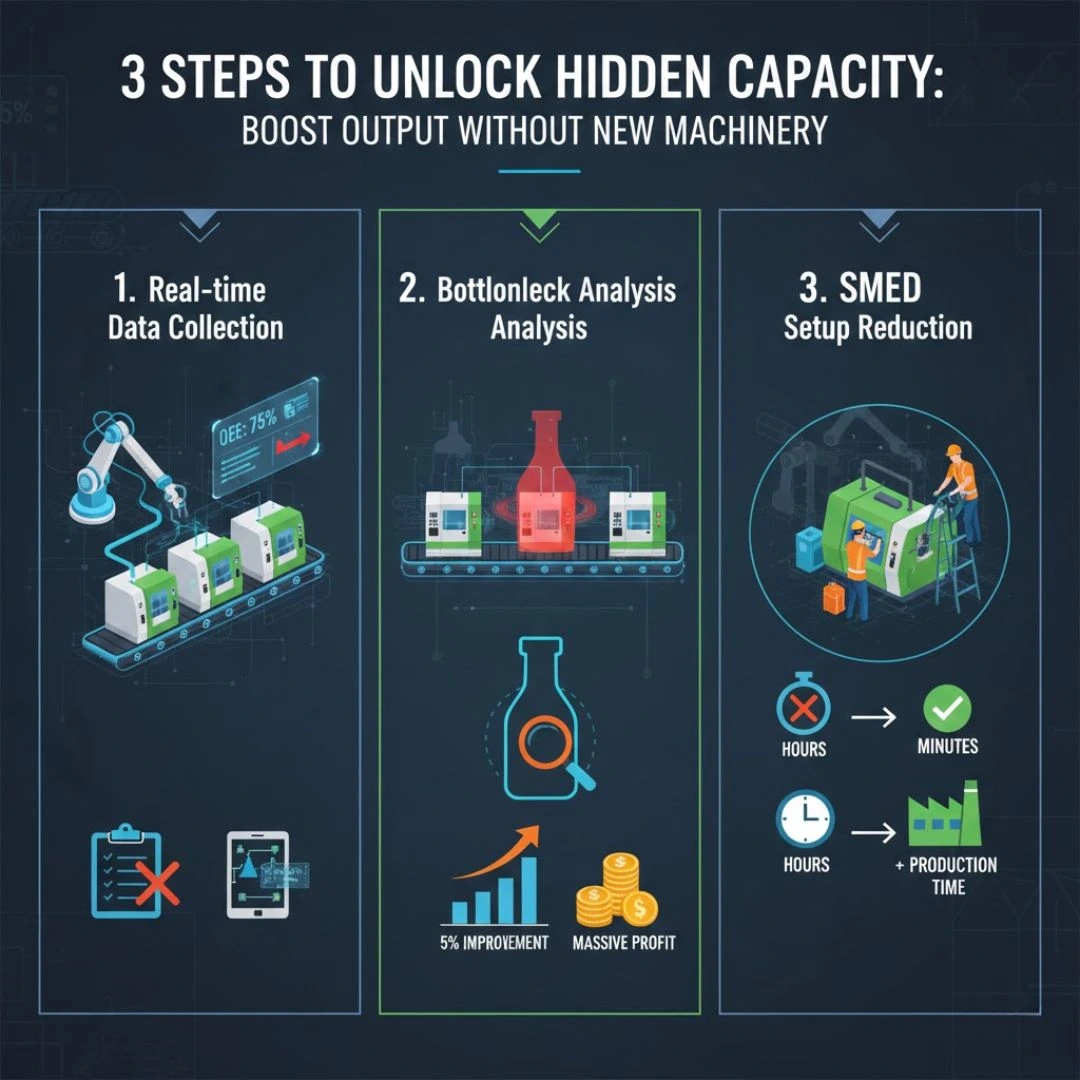
หากคุณต้องการเพิ่มผลผลิตจากเครื่องเดิม ให้เริ่มทำตาม Roadmap นี้:
1. เก็บข้อมูลให้เรียลไทม์และแม่นยำ
เลิกใช้การจดบันทึกด้วยกระดาษที่มักมีความคลาดเคลื่อน การใช้ระบบ IoT (Internet of Things) เชื่อมต่อกับ PLC ของเครื่องจักรจะทำให้คุณเห็นค่า OEE แบบเรียลไทม์ และรู้ทันทีว่าความสูญเสียเกิดขึ้นที่จุดไหน
2. วิเคราะห์คอขวด (Bottleneck Analysis)
โฟกัสการปรับปรุงไปที่เครื่องจักรที่เป็น "คอขวด" ของสายการผลิต การเพิ่มค่า OEE ให้เครื่องจักรที่ไม่ใช่คอขวดอาจไม่ช่วยให้ยอดผลิตรวมเพิ่มขึ้น แต่การดึงศักยภาพจากเครื่องที่เป็นคอขวดเพียง 5% อาจหมายถึงกำไรที่มหาศาล
3. ทำ SMED เพื่อลดเวลา Setup
หากผลการวัด OEE ชี้ว่าคุณเสียเวลาไปกับ Availability ต่ำเนื่องจากการเปลี่ยนรุ่นสินค้า การนำเทคนิค SMED (Single-Minute Exchange of Die) มาใช้จะช่วยเปลี่ยนเวลา Setup จากหลักชั่วโมงให้เหลือหลักนาที ซึ่งเท่ากับการเพิ่มเวลาเดินเครื่องฟรีๆ โดยไม่ต้องลงทุนเครื่องจักรใหม่
สรุป: OEE คือเข็มทิศของการลงทุน
การซื้อเครื่องจักรใหม่คือการเพิ่ม Fixed Cost แต่การใช้ OEE ปรับปรุงเครื่องเดิมคือการเพิ่ม Efficiency ก่อนจะตัดสินใจขยายโรงงาน ลองย้อนกลับมาดูว่าค่า OEE ของคุณอยู่ที่เท่าไหร่ (ค่าเฉลี่ยระดับโลกหรือ World Class อยู่ที่ 85%+) หากคุณยังอยู่ที่ 50-60% นั่นหมายความว่าคุณมี "โรงงานอีกครึ่งแห่ง" ซ่อนอยู่ในเครื่องจักรเดิมที่คุณมีอยู่แล้ว
คุณต้องการให้ผมช่วยจัดทำตาราง Check-list สำหรับการประเมิน Six Big Losses ในโรงงานของคุณเพื่อเริ่มคำนวณค่า OEE เบื้องต้นไหมครับ?