Functional Spec. SIW
จัดทำสำหรับ:
SIW (Siam Industrial Wire)
จัดทำโดย:
Appomax (Apex Automation)
วันที่:
15 พฤศจิกายน 2567
1. ภาพรวม (Overview)
SIW ต้องการระบบการติดตามการทำงานของเครื่องจักรในกระบวนการผลิต โดยใช้เทคโนโลยีที่ช่วยเพิ่มประสิทธิภาพการผลิตและลดเวลาหยุดเครื่อง พร้อมทั้งวางรากฐานสำหรับการขยายระบบในอนาคต ซึ่งสามารถเชื่อมโยงกับข้อมูลการผลิตใน Level 2 เช่น คำสั่งการผลิต (Work Order) หรือลำดับการผลิต (Lot) หรือใน Level 1 ตามเครื่องจักร การผลิตแต่ละรอบ การเปลี่ยนกะ หรือระยะเวลาที่กำหนดโดยสัญญาณจากเครื่องจักร โดยโซลูชันนี้จะสร้างขึ้นโดยใช้ Ignition Perspective และ Tag Historian และ SQL Bridge ระบบต้องสามารถขยายได้ เริ่มจากการติดตามจำนวนการผลิตขั้นพื้นฐาน และสามารถขยายเป็นระบบ Track-and-Trace ได้ในอนาคตหากต้องการ
2. ขอบเขตงาน (Scope of Work)
ขอบเขตของงานประกอบด้วย 2 ส่วนหลัก:
Andon System: การติดตามสถานะเครื่องจักร (เช่น การตั้งค่า, หยุดทำงาน, กำลังผลิต)
Stop Call Wait: ระบบสำหรับการเรียกฝ่ายซ่อมบำรุงเมื่อเกิดปัญหาหรือเหตุขัดข้องในเครื่องจักร ผู้ใช้งานสามารถกดปุ่มเพื่อแจ้งเตือนไปยังทีมซ่อมบำรุงโดยการแจ้งเตือนจะช่วยให้ฝ่ายซ่อมบำรุงรับทราบปัญหาได้ทันทีและเข้าดำเนินการแก้ไขอย่างรวดเร็ว ลดเวลาการหยุดชะงักของกระบวนการผลิต
การจัดสรรเวลาเบื้องต้นสำหรับ Proof of Concept (POC) ในระยะเวลา 25 man-days มีการแบ่งเวลาออกเป็นดังนี้:
15 man-days: สำหรับการเชื่อมต่อ (Connect), การเก็บข้อมูล (Collect), และการจัดเก็บข้อมูล (Store) สำหรับความต้องการทั้งสามด้าน
การวิเคราะห์และการแสดงผล (Analyse and Visualize):
Andon System: 5 man-days
Stop Call Wait: 5 man-days
3. การตั้งค่าระบบ (System Setup Functional Specification)
3.1 Connect/Collect/Store
3.1.1 Connect (การเชื่อมต่อ)
การเชื่อมต่อกับ PLCs จะต้องรับผิดชอบโดยทางลูกค้า เพื่อให้มั่นใจว่า PLC สามารถเชื่อมต่อได้ รวมถึงการระบุโปรโตคอล, ที่อยู่แท็ก (Tag Addresses), และค้นหาที่อยู่แท็กที่จำเป็นตามขอบเขตที่ต้องการ ระบบจะมีการเชื่อมต่อโดยใช้ไดรเวอร์และโปรโตคอลต่าง ๆ ที่มีให้จาก Ignition สำหรับรายละเอียดเพิ่มเติมเกี่ยวกับไดรเวอร์และโปรโตคอลที่สามารถใช้ได้ ดูที่ลิงก์ต่อไปนี้: Ignition OPC-UA Drivers
3.1.2 Collect (การเก็บข้อมูล)
การสร้างโมเดลข้อมูลจะใช้มาตรฐาน ISA-95 โดยมีการระบุแท็กที่จำเป็นดังนี้:
Andon: แท็กสถานะเครื่องจักรที่บ่งบอกสถานะของเครื่องจักร ซึ่งควรมีเพียงแท็กเดียวที่บ่งบอกสถานะของเครื่องและต้องไม่ซ้ำกัน หากไม่มีแท็กนี้ จะต้องใช้แท็กที่เป็นปัจจัยที่กำหนดสถานะเครื่องจักร เช่น แท็กสัญญาณเตือน (Alarm Tag) ซึ่งจะต้องถูกประมวลผลด้วยการใช้ Expression เพื่อระบุสถานะที่ชัดเจนของเครื่องจักร
Stop Call Wait: แท็กสำหรับกดเรียกฝ่ายซ่อมบำรุงผ่านหน้าต่าง UI Dashboard
3.1.3 Store (การจัดเก็บข้อมูล)
มีการจัดเก็บข้อมูลสองประเภท:
Event Period Time Series: การเก็บข้อมูลนี้จะถูกจัดเก็บโดยใช้ Python Script ลงในตาราง SQL สำหรับ State History ซึ่งประกอบด้วยสองตาราง ได้แก่ statereason และ statehistory โดยรายละเอียดของชื่อและฟิลด์ต่าง ๆ อยู่ในภาพที่อัปโหลด:
statereason: ประกอบด้วยฟิลด์ดังนี้:
ID
ParentID
ReasonName
ReasonCode
RecordDowntime
PlannedDowntime
OperatorSelectable
SubReasonOf
statehistory: ประกอบด้วยฟิลด์ดังนี้:
ID
StateReasonID
StartDateTime
EndDateTime
ReasonName
ReasonCode
Note
LineID
RunID
สำหรับการเก็บข้อมูลพลังงานจะใช้ตาราง measure ซึ่งแสดงอยู่ในภาพที่สองที่อัปโหลด:
measure: ประกอบด้วยฟิลด์ดังนี้:
ID
TimeSlotID
PowerMeterID
DateID
DayID
Energy (Delta kWH)
Demand (Delta kWH x4)
PF (kVA (ave15)/Demand)
Historian Time Series Data Store: การเก็บข้อมูลสำหรับกราฟการควบคุม (Control Chart) จะใช้คุณสมบัติของ Ignition Tag Historian ในการจัดเก็บข้อมูลลงในฐานข้อมูล SQL เราแนะนำให้ใช้ PostgreSQL เนื่องจากไม่มีค่าใช้จ่ายในการใช้งานและมีประสิทธิภาพสูง
การใช้ Python Script จะช่วยหลีกเลี่ยงค่าใช้จ่ายเพิ่มเติมจากโมดูลอื่น ๆ แต่ถ้าต้องการทางเลือกที่ใช้โค้ดน้อยเหมาะสำหรับ Citizen Developers สามารถเลือกใช้ SQL Bridge (English Keyword) ได้
3.1.4 ส่วนประกอบของซอฟต์แวร์ (Software Components)
Ignition Perspective: ใช้สำหรับการแสดงข้อมูลแบบเรียลไทม์และแดชบอร์ด
Tag Historian: ใช้สำหรับการบันทึกสถานะเครื่องจักรและจำนวนการผลิต
SQL Bridge: ใช้สำหรับการส่งค่าไปที่ MSSQL ด้วยฟังก์ชัน Transaction group
3.2 Andon System - การติดตามสถานะเครื่องจักรและจำนวนการผลิต (Machine State and Production Count Tracking) พร้อม Stop Call Wait
User Interface Specification
Pages: 3 pages
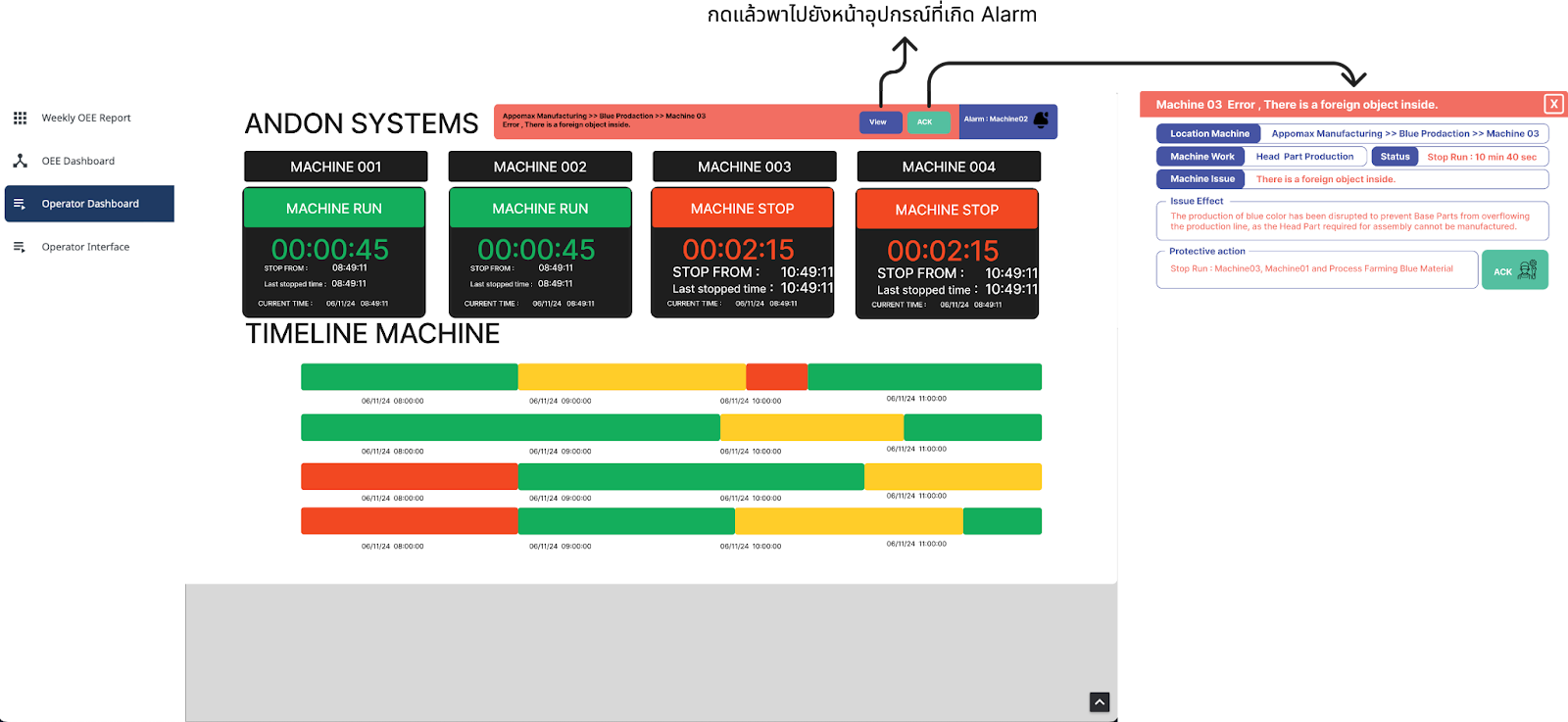
• Page 1: Andon Dashboard
• Machine Status Indicators: ตัวบ่งชี้สถานะเครื่องจักรที่แสดงสถานะต่าง ๆ (เช่น กำลังทำงาน, หยุดทำงาน, ตั้งค่า) โดยใช้สีเพื่อระบุสถานะ เช่น สีเขียวสำหรับการทำงาน, สีแดงสำหรับการหยุดทำงาน, สีเหลืองสำหรับการตั้งค่า
• State Duration: แสดงระยะเวลาที่เครื่องจักรอยู่ในแต่ละสถานะ เพื่อให้ผู้ปฏิบัติงานสามารถดูได้ว่าเครื่องจักรหยุดทำงานหรือทำงานมาเป็นเวลานานเท่าใด
• Real-time Production Data: ข้อมูลการผลิตแบบเรียลไทม์ เช่น จำนวนการผลิตและเวลาในการผลิต
• Alerts and Notifications: การแจ้งเตือนเมื่อเกิดปัญหาหรือความล่าช้าที่ต้องการความสนใจจากผู้ปฏิบัติงาน
• Summary View: สรุปข้อมูลสำคัญ เช่น เวลาทำงาน, เวลาหยุดทำงาน และจำนวนการผลิต โดยสามารถเลือกดูได้ในช่วงเวลาปัจจุบัน เช่น กะปัจจุบันหรือวันปัจจุบัน
• ภาพประกอบ Dashboard:
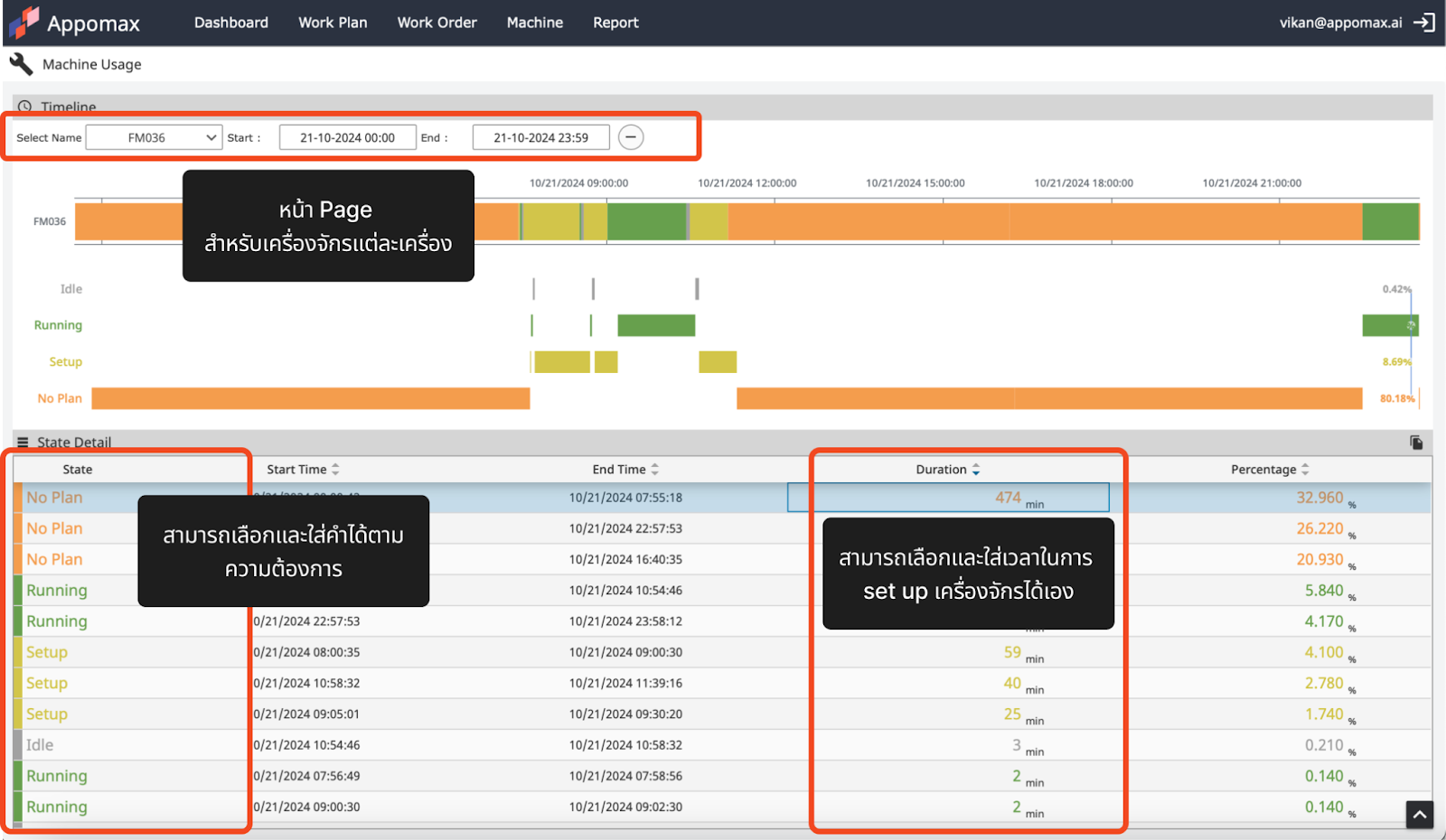
• Page 2: State-Time Chart with State History Table
• State-Time Chart: แสดงสถานะของเครื่องจักรในรูปแบบไทม์ไลน์ โดยใช้สีที่แตกต่างกันสำหรับแต่ละสถานะ ช่วยให้ผู้ปฏิบัติงานสามารถดูการเปลี่ยนแปลงสถานะของเครื่องจักรได้อย่างชัดเจน
• State History Table: แสดงข้อมูลประวัติสถานะของเครื่องจักรในรูปแบบตาราง ประกอบด้วยรายละเอียด เช่น เวลาที่เริ่มต้นและสิ้นสุดของแต่ละสถานะ, ประเภทสถานะ, และหมายเหตุเพิ่มเติม พร้อมแสดงประวัติการแจ้ง Stop Call Wait ที่เกิดขึ้น
• ภาพประกอบ Dashboard:
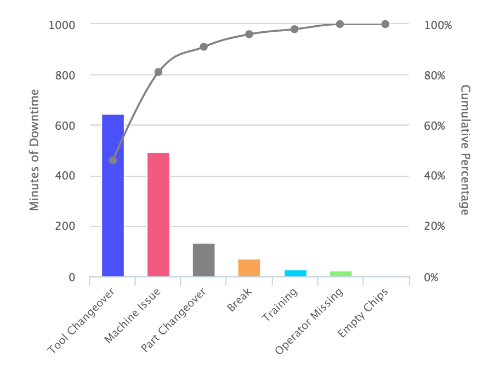
• Page 3: Downtime Pareto
• Downtime Analysis with Stop Call Wait : กราฟ Pareto ที่แสดงทั้งระยะเวลาการหยุดทำงานและความถี่การหยุดทำงาน พร้อมข้อมูลการเรียก Maintenance Call สำหรับการวิเคราะห์สาเหตุหลักที่ส่งผลต่อการหยุดทำงาน โดยสามารถกรองตามเครื่องจักรและช่วงเวลา (เช่น วันหรือกะ) และแยกประเภทการหยุดทำงานจากการบำรุงรักษาและปัญหาการผลิต เพื่อให้การวิเคราะห์มีประสิทธิภาพมากยิ่งขึ้น
• ภาพประกอบ Dashboard:
3.3 Stop Call Wait
Stop Call Wait (SCW) เป็นแนวคิดที่ใช้ในระบบการผลิตหรือการจัดการกระบวนการผลิตแบบ Lean Manufacturing ซึ่งมุ่งเน้นการจัดการปัญหาที่เกิดขึ้นระหว่างการทำงานของเครื่องจักรหรือกระบวนการผลิตอย่างรวดเร็วและมีประสิทธิภาพ โดย Stop Call Wait ช่วยลดเวลา Downtime และเพิ่มความคล่องตัวในกระบวนการผลิต
องค์ประกอบหลักของ Stop Call Wait
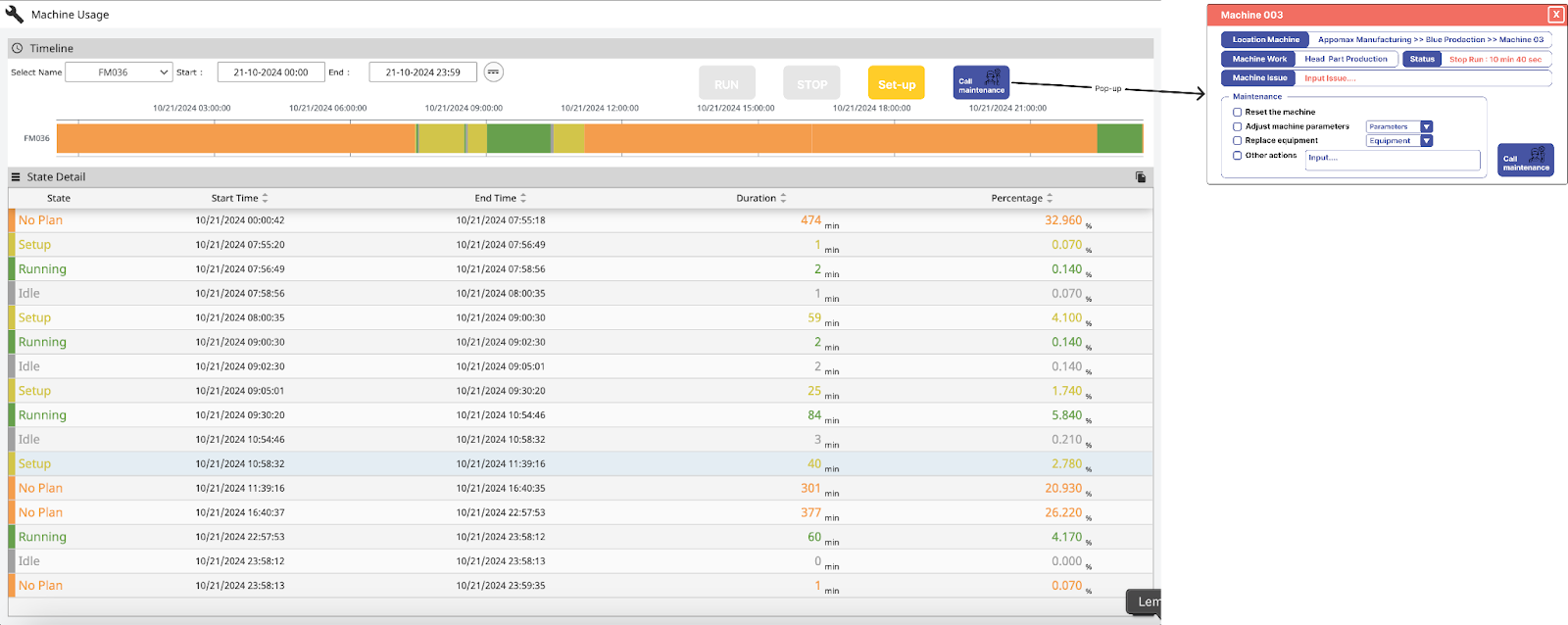
Stop
เมื่อเกิดเหตุขัดข้องหรือหยุดการทำงาน เช่น เครื่องจักรเสีย วัตถุดิบหมด หรือปัญหาด้านคุณภาพสามารถกดเรียกฝ่ายซ่อมบำรุงผ่านหน้า UI dashboard ได้ในทันที
สามารถระบุสาเหตุที่ทำให้เครื่องจักรหยุดการทำงานหรือเหตุขัดข้องเพื่อแจ้งเตือนไปยังฝ่ายซ่อมบำรุงได้
Call
หน้าต่าง Pop-up จะแจ้งเตือนไปที่หน้า UI Dashboard ของบุคคลหรือทีมที่เกี่ยวข้อง เช่น ฝ่ายซ่อมบำรุง (Maintenance) หรือฝ่ายควบคุมคุณภาพ (Quality Control) เพื่อให้สามารถทราบถึงปัญหาที่เกิดขึ้นได้
การแจ้งเตือนจะส่งผ่านระบบ SCADA เพื่อให้ผู้ที่เกี่ยวข้องทราบถึงสาเหตุเบื้องต้นของหน้างานโดยจะมีปุ่ม Acknowledge (Ack) ให้ทางผู้ที่เกี่ยวข้องกดเพื่อให้ทางหน้างานรับทราบและรีบเข้าทำการแก้ไขโดยเร็ว
Wait
รอการแก้ไขปัญหาหรือการดำเนินการ เช่น ทีมซ่อมบำรุงเข้าตรวจสอบและแก้ไข หรือทีมคุณภาพตรวจสอบผลิตภัณฑ์
ประโยชน์ของ Stop Call Wait
ลด Downtime: ช่วยให้ทีมที่เกี่ยวข้องรับทราบปัญหาและเข้าดำเนินการแก้ไขได้อย่างรวดเร็ว
เพิ่มประสิทธิภาพในการสื่อสาร: ระบบแจ้งเตือนช่วยลดการสื่อสารที่ซ้ำซ้อนและเพิ่มความชัดเจน
• ภาพประกอบ Dashboard:
4. ระดับของการดำเนินงาน (Levels of Implementation)
Level 1 - การติดตามจำนวนการผลิตพื้นฐาน (Basic Production Count Tracking)
ในระดับนี้ ระบบจะมุ่งเน้นการติดตาม สถานะเครื่องจักร และ จำนวนการผลิต (Outfeed Count) โดยข้อมูลจะถูกจัดเก็บในฐานข้อมูล historian และสามารถเรียกดูเพื่อรายงานการใช้งานของเครื่องจักรและประสิทธิภาพการผลิต
PLC Output: PLC จะส่งข้อมูลสถานะเครื่องจักรและจำนวนการผลิตออกมา
การบันทึกข้อมูล: บันทึกและจัดเก็บใน historian เพื่อให้สามารถทำรายงานตามเวลาที่ใช้งานและประสิทธิภาพของเครื่องจักรได้
Level 2 - การเชื่อมโยงกับคำสั่งการผลิต (Work Order Linked Tracking)
ในระดับนี้ ระบบจะเชื่อมโยงข้อมูลเครื่องจักรกับ คำสั่งการผลิต (Work Order) ซึ่งช่วยให้สามารถติดตามประสิทธิภาพการผลิต การหยุดทำงาน และคุณภาพตามคำสั่งการผลิตได้
PLC Output: ข้อมูลเช่นเดียวกับ Level 1 แต่จะเชื่อมโยงกับ Work Orderข้อมูลที่ลูกค้าต้องให้:การเริ่มต้นคำสั่งการผลิตในระบบทำงานอย่างไร?ระบุว่าเราควรติดตาม Data Tag ใดเพื่อบ่งบอกการเริ่มต้นและสิ้นสุดของคำสั่งการผลิต
Level 3 - ระบบการติดตามแบบ Track-and-Trace ด้วย Serialisation (Future Option)
ในระดับนี้ ระบบจะติดตามการผลิตแบบหน่วย โดยที่ผลิตภัณฑ์แต่ละชิ้นจะได้รับหมายเลขประจำตัว (Serial Number) ข้อมูลการผลิตแต่ละขั้นตอน เช่น สถานะเครื่องจักร
5. บทสรุป (Conclusion)
ข้อกำหนดการทำงานสำหรับระบบการติดตามและตรวจสอบของ SIW นี้ได้นำเสนอโซลูชันที่ครอบคลุมสำหรับการติดตามประสิทธิภาพการผลิต โดยแบ่งเป็นสี่ส่วนหลัก:
• Andon System: ระบบจะติดตามสถานะเครื่องจักรแบบเรียลไทม์ พร้อมแสดงระยะเวลาการทำงานในแต่ละสถานะ (การผลิต, การตั้งค่า, การหยุดทำงาน) ช่วยให้ผู้ปฏิบัติงานสามารถตอบสนองต่อปัญหาได้อย่างรวดเร็วและมีประสิทธิภาพ
• Stop Call Wait: ระบบเพิ่มฟีเจอร์โดยเน้นไปที่การจัดการปัญหาที่เกิดจากการทำงานระหว่างการทำงานของเครื่องจักรหรือกระบวนการผลิตอย่างรวดเร็วและมีประสิทธิภาพ โดยจะแจ้งเตือนเป็น Stop เมื่อเครื่องหยุดการทำงาน สามารถระบุสาเหตุของปัญหา และ กดเรียกฝ่ายซ่อมบำรุงผ่านหน้า UI dashboard ได้ในทันที, Call จะแสดงเป็นหน้าต่าง Pop-up แจ้งเตือนไปที่หน้า UI Dashboard เพื่อให้ผู้ที่เกี่ยวข้องทราบถึงสาเหตุเบื้องต้นของหน้างานและเข้าแก้ไขได้ทันที และในส่วนสุดท้าย แจ้งเตือนเป็น Wait เพื่อแสดงสถานะการรอการแก้ไข.
Stop Call Wait (SCW) ช่วยลดเวลา Downtime และเพิ่มความคล่องตัวในกระบวนการผลิต
ระบบถูกออกแบบให้สามารถขยายได้ในอนาคต จากระบบติดตามพื้นฐานไปจนถึงระบบ Track-and-Trace ที่ซับซ้อน โดยใช้เทคโนโลยี Ignition Perspective และ Tag Historian และ SQL Bridgeเป็นพื้นฐาน ทำให้มั่นใจได้ว่าระบบจะสามารถเติบโต และพัฒนาไปพร้อมกับความต้องการทางธุรกิจของ SIW
การนำระบบนี้ไปใช้จะช่วยเพิ่มประสิทธิภาพการผลิต ปรับปรุงคุณภาพผลิตภัณฑ์ ลดการใช้พลังงาน และพัฒนากระบวนการ บำรุงรักษาให้มีความรวดเร็วและเป็นระบบยิ่งขึ้น นำไปสู่การดำเนินงานที่มีประสิทธิภาพและยั่งยืนมากขึ้น สอดคล้องกับ เป้าหมายการพัฒนาอุตสาหกรรม 4.0